
近几年国内市场上出现的真空砖机 ,由于它具有高产和价格低廉的特有优势 ,受到很多中、小型砖厂的欢迎 ,为中、小型粉煤灰砖,煤矸石砖,砖厂提供了先进实用的机械装备。真空砖机的销售量正在日益俱增 ,用户已经遍及全国多个省、市 ,为推进砖瓦行业的装备更新和技术进步做出了显著的贡献。但是,在真空砖机倍受欢迎的同时,大大小小的真空砖机设备厂家也开始增多,面对真空砖机市场激烈的竞争,进一步提高真空砖机的技术,保证真空砖机的质量,才能在竞争中脱颖而出,才能在激烈的市场竞争中立于不败之地。

为什么我公司真空砖机能在竞争激励的市场中立于不败之地呢?原因就是我公司真空砖机满足了以下质量要求:
一、 优质真空砖机质量达标基本要求
1、真空砖机应符合JC343.l 标准要求,并按规定程序批准的图样及技术文件制造。
2、 图样上未注公差尺寸的极限偏差,机械加工尺寸按GBI804中的IT14级执行:非机械加工尺寸按IT16级执行。
3、 真空砖机的构造应满足下列要求:
a .对开式泥缸;
b .底座上应有按装检测的基准面;
c .装有压力表和真空表;
b .真空室有料位监控装置;
c .操作机构便于实现自动控制:
d .便于安装搬运起吊:.安全防护和过载保护。 .
二、 优质真空砖机主要零部件要求
1、非减速器的齿轮材料应不低于JC40l .
2 有关ZG310一570的规定,并调质处理。齿轮糟度按GBI 0095中的8级执行。
3、轴类件的材料应不低于GB699有关45钢的规定,并调质处理。
4、真空箱、受料箱和泥缸采用灰铸铁件时,其材料应不低于GB9439有关HT200的规定,并时效处理。采用焊接结构时,焊接应符合建材机械焊接的有关规定。
5、绞刀叶片由外缘向内不少于宽度l /3的工作表面硬度应不低于HRc50
6、搅拌刀片头部不少于全长1/ 3的表面硬度应不低于HRc50 。
7、搅拌轴上挤出段的锥套和切泥刀片硬度应不低于HRc50 。
8、机头两端内壁对圆端址口轴线应对称,其偏差应不大于2mm 。
9、皮带轮径向圆跳动应不低于GBll84中的9级。
10、离合器应作静平衡试验,许用静不平衡力矩的确定应符合附录 A (补充件)的规定。
11、圆柱齿轮减速器应符合ZBJ190O4中技术要求的规定。

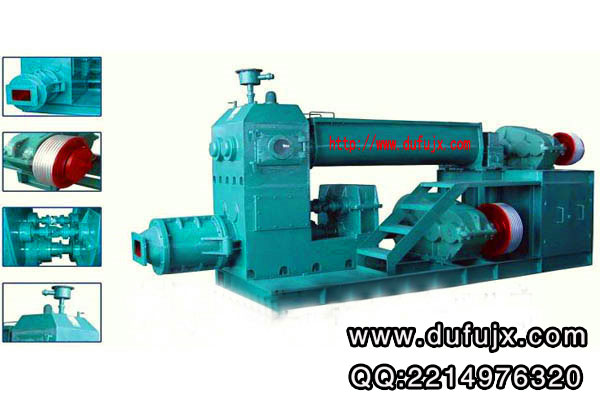
我公司是一家专业生产真空砖机的厂家,是借鉴国内外先进经验,设计、制造的新型煤矸石砖、粉煤灰砖、页岩砖挤出设备,真空砖机具有以下六大特点:
1、 真空砖机由双级搅拌挤出部分(上级)和挤出成型部分(下级)组成,并配备空气压缩系统和抽真空系统。采用的气动离合器可实行远距离控制。上、下级可采用 一字型或丁字型安装。
2、真空砖机主体选用优质钢板焊接而成,具有结构合理、挤出压力大,真空度高,坚固耐用、适用性强、耗能低、效率高、维修方便等特点。
3、真空砖机主机绞刀采用耐磨材料制造,使其寿命超出普通绞刀的4~7倍;导程(螺距)经科学排列,具有“微压力输送,高压力挤出”的功能,可增加挤出压力和提高工作效率;并采用浮动轴结构,能消除或减少主轴因长期使用造成弯曲后导致设备摇头、晃动;使设备节能15~30%。
4、真空砖机轴、齿轮等重要零部件均采用优质碳结钢和合金钢经调质或淬火等热处理工艺加工而成,延长了设备的使用寿命。
5、挤砖机拨泥板传动、料位控制均装有保险装置,使设备在使用过程中不易损坏主要零部件,并提高了设备故障维修效率。
6、挤出机机头中部装有压力表,根据压力表显示的压力大小,可监视产品的质量和数量。原料经过双级挤压和湿化,熟化程度和挤出压力大大提高。实现优质高产。
我公司自成立以来坚持以质量求发展,以诚信赢得市场的发展方针,不断创新,严格控制设备质量,我公司生产的真空砖机严格按照合格产品的要求来装配安装真空砖机。合格真空砖机装配与安装要求:
1、所有零部件需经检验合格,外购件需有合格证方可装配。
2、非减速器的齿轮付的接触斑点沿齿高应不小于40 % ,沿齿长应不小于 50 %。
3、装配后绞刀轴端的径向圆跳动应不大于1mm 。
4、绞刀外缘与泥缸衬套内壁的最大间隙应不大于绞刀直径的1%。
5、搅拌刀与搅拌槽衬板内壁的间隙应不大于10mm 。
6、压力表装在机头正上方距绞刀揣部100mm处,插入深度应不超出机头内表面。
7、大、小三角带轮安装后,轮宽对称平面相对位移应不大于中心距的2 /1000,轴线平行度应不大于6 /1000 。
厂家联系方式:400-6363-158 0371-64409888 15036099981

