
一、系统分析
砖机生产中由于不同配料的比例严重影响粉煤灰制品的质最,所以砖机的各种配料的自动计量及精准加料就显得较为重要.制砖机配料控制系统要能胜任环境恶劣及复杂的称重工作,精准度更高,重复性要好.维护更容易、更经济.同时还要能对称重数据进行管理、处理和计算,并能进行过程控制.
砖机配料系统由单片机控制称重传感器的称重和设定比对点,可灵活地计算并输出控制信号,执行定值称量,控制各个物料称量料斗和水泵的运转.同时进行误差检查.精准计算各进料仓的配料重量,得到想要的重复性和精度;当重量达到预定目标后,控制系统发出指令 .通过编码器控制伺服系统,通过液压控制,关闭进料翻斗阔门.实现配料精准计量及自动进料.精准的砖机配料系统根据要求和性能,设计图见图1 .
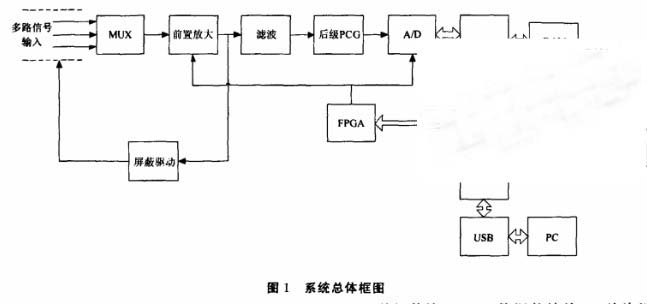
该系统主要由称重传感器和信号调理部分、 C8051 单片机主控部分、健盘和显示部分、 USB 数据通信、RS232 通信 6 个部分组成.多路称重传感器信号经过多路开关选择输入到信号调理部分.经过放大、滤波、A/D转换后再进人单片机,同时通过后级FPGA模块调整信号放大倍数.由单片机内部定时器实现精准的时间定位.可通过健盘设置通道号以及测量显示的精度,由液晶(LCD)显示出来,通过 RS232 及 USB 与其他单片机进行通信或者和 PC机进行通信.为了使此系统运行稳定可靠及以后系统扩充集成的方便,设计时使用了尽量少的芯片.
二、精准的砖机配料系统的组成
砖机配料系统设计的主要内容一般包括硬件设计、软件设计和抗干扰设计这3大部分.硬件设计主要是以单片机为核心的整个电子线路的设计.软件设计主要包括监控管理程序和各种功能模块的设计,抗干扰设计则主要是测控系统的控制器和前向及后向通道的抗干扰措施的采用.在该精准的砖机配料系统设计过程中.要按功能把系统划分成若干个模块,对各个模块采用“自顶向下”的顺序分别进行设计和调试,最后将各个模块连接起来进行总体调试.在整个砖机系统中,单片机是系统的核心,因此在进行硬件设计时要首先考虑单片机的选择,然后再选择与之配套的外圈芯片
2.1该精准配料系统的砖机单片机的选用
本砖机配料系统核心部分采用 Cygnal公司新多功能单片机C805lF系列芯片进行设计.C805lF 系列单片机是完全集成的混合信号系统级芯片.具有与MCS一51指令集完全兼容的高速 CIP一51内核,峰值速度可达25MIPS;在一个芯片内集成了构成一个单片机数据采集或控侧系统所需要的几乎所有模拟和数字外设及其他功能部件(包括 PGA 、ADC、DAC、电压比较器、电压基准、温度传感器、I2C ,看门定时器及电源监视器等.C8051F单片机与其他8位单片机相比具有更为优异的性能,成为许多测控系统的机型:C8051F主要控制称重传感器信号的捕获、起始和停止信号的判断及各路信号比对、时间侧定,数据显示、USB数据传输、RS232数据传物接口,单片机测控系统的核心是单片机,可以充分利用单片机对于数据的处理能力,更大限度地消除侧控系统的随机误差和系统误差.
2.2.1精砖砖机配料系统传感器的选用
砖机配料控制系统包括骨料、石灰、水和辅加剂的计量控制.如何让控制系统对这些原料 的定量称重进行控制.这里就必须用到称重传感器.传感器是实现砖机配料系统测量与控制的首要环节.是测控系统的关键部件,它的主要功能是对原始信号进行准确可靠的捕捉和转换.传感器的种类很多.有电阻应变式、压滋式,振弦式、电容式和电感式等.目前,电阻应变式应用得最为广泛,它具有制作方便、工艺成熟、价格便宜、精度高、稳定性好等特点。
国内外2kg~500kg量程范围内的称重传感器,不论拉式结构还是压式结构,均采用双连孔弹性体作为转换元件.不加线性补偿,精度可达0.02~0.05级,并具有优越的抗偏、抗侧能力,广泛应用于料斗称和皮带秤.因此本系统的料斗称采用 S 形双连孔拉压式传感器,简便起见,其他石灰称和水计量泵所对应的传感器都采用此种形式.
2.2.2传感器输出信号的放大
砖机设备运行中,配料放在料仓内,其重量使传感器弹性体发生变形,输出与重量成正比的电信号.传感器输出信号经过信号调理板将其转化成4~20mA的标准信号.传感器输出信号属于高强嗓声下的低频徽弱信号.所以要求前置放大级应其有高输入阻抗、高共模抑制比、低嗓声、高增益且可调、低功耗和执干优能力强的特点.经过比较,选用Analog Device公司的低价仪表放大器AD620,具体实现电路如图2所示.
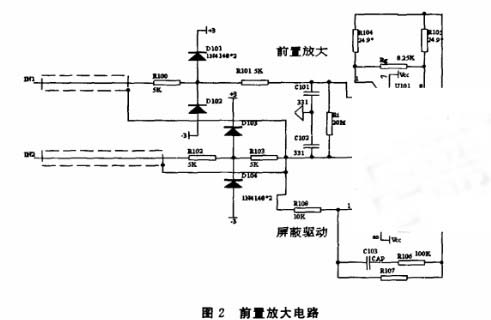
信号前置放大级的增益不易设定太高,以免在干扰较强时引起信号严重失真,为更好地消除共模电压,设计了自举屏蔽驭动电路,如图2所示.采用缓冲放大器将连接点的共模电位驭动到屏蔽线.在输入共模信号时使屏蔽线与芯线等电位.在差模信号输人时没有影响.
2 . 2 . 3 信号的滤波
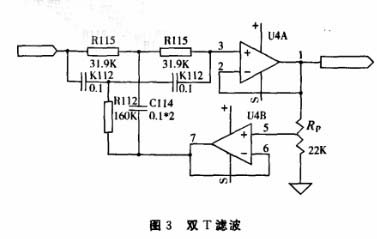
传感器输出信号受到各种嗓声的干扰,嗓声来源通常有下面几种:工频干扰、电极接触噪声、基线漂移等.其中,这些干扰中50Hz的工频干扰最为严重,也是最难消除的.其他的各种嗓声通过高截低通、高通低截滤波方法可以很好地消除.本文主要讨论50H的工频干扰的滤除.本系统充分发挥单片机系统的强大优势,编制50Hz数字滤波程序,从硬件和软件2方面对其进行消除.硬件部分采用双T有源滤波器.其具体电路如图3所示.
2.3后级PCG、A/D和FPGA
为避免在干扰较强时信号引起严重失真,前置放大级的增益不能设定太高,为此要达到较高的合适的放大倍数就要有后级放大器,并且要可调增益.这里选用可编程增益放大器PGA204.其数字可编程增益1,10,100, 1000,通过C8051F控制与前置放大器组合成合适的增益.经综合考虑,A/D转换选用ADS8325. ADS8325是16位,取样、模数(A/D)转换器,线性特性非常好.低噪声,低失真,典型转换速率 100KSPS
FpGA(FIled一Progratnmable GateArray ,现场可编程门阵列,模块主要提高系统的通用性和构件性,便于以后系统的扩展和重构.经比较采用Atmel的AT17C512芯片,实现对多络开关MUX和PGA进行逻辑控制,并作为CSO5lF的协处理器对数据进行预处理.
三、伺服系统
CSOSIF输出控制信号通过RS一232与伺服控制系统相连.伺服系统的应用使进料的控制不但在机械性能、生产效率上得到了提高,同时在高速响应和高梢度控制方面也具有了 更高水准.伺服系统采用17 串行编码器,大大提高了定位精度.
四、系统软件设计
本系统软件设计采用模块设计法.单片机配料控制系统主要为3大模块,即监控主程序、接口驭动程序和命令处理程序.监控主程序主要有C805IF的软件引导程序.接口驱动程序主要有USB通信程序模块、RS232通信模块;命令处理程序又可以细分为物人/输出模块、传感器信号的计算模块、FPGA处理模块、 50H:工频教字滤波模块和显示模块等.核个程序采用模块化设计方式,程序的显示和键盘扫描功能模块由主函数直接处理,其余各个模块采用中断驱动方式,以提高系统的效率和精度.为更大限度地消除系统侧傲中的嗓声干扰,充分发挥单片机系统的强大优势,
该砖机精准配料控制系统充分发挥C805IF芯片的优点,由单片机控制称重传感器的称重和比较,并输出控制信号,执行定值称量.实现配料精准计量及自动进料.单片机与组态软件相结合的智能自动控制方式克服了传统控制系统的缺点,经过一年多的现场生产试脸,有效地提高了生产效率及机械设备的自动化程度,节省了大量人力、物力.控制系统设计中预留了扩展接口,以便于以后系统的扩展与集成.
河南省杜甫机械砖机设备厂家,欢迎您的光临,设备咨询订购电话: 400-6363067 15036099981








