
全自动码坯机,机械手以高效率的生产特点逐渐被各大砖厂所使用,机械手的应用解决了以往的人工码坯,劳动力大,效率低,成本高等缺点。
全自动码坯机、机械手控制系统主要采用以下三种方式:一是继电器控制系统;二是PLC控制系统;三是微机控制系统。继电器控制系统由于故障率高、控制方式不灵活及功率消耗大等缺点,目前已逐渐被人们所淘汰;微机控制系统虽然在智能控制方面有较强大的功能,但也存在一定的不足之处,即抗干扰性差,系统设计较复杂,一般维修人员难以掌握其维修技术;而PLC控制系统由于运行可靠、使用维修方便、抗干扰性强等优越性,成为目前在机械手控制系统中使用最多的控制方式。
全自动码坯机、机械手控制系统的操作
全自动码坯机、机械手控制系统中设置手动/自动两种工作方式,并带有显示功能:当手动了自动转换开关打到手动位置时,按下相应的手动操作按钮,可实现上升、下降、左移、右移、夹紧敢松的手动控制,同时“手动’状态指示灯亮,动作时相应的指示灯亮。当机械手处于原位时,“自动”状态指示灯亮,进入自动工作状态,手动按钮无效。

机械手工作示意图如图l所示,用来将工件从A点搬到B点。机械手的仓部动作有气缸驱动,汽缸由电磁阀控制。对于上升/下降、左移/右移,其运动由双线圈两位电磁阀控制,对于夹紧/放松其运动由单线圈两位电磁阀控制,设备上装有上、下限位开关和左右限位开关。
全自动码坯机、机械手控制系统工作原理
将机械手的原点(即原始状态)定为左位高位放松状态。在原始状态下,检测到左工作 台上有工件时,机械手下降到低位,夹紧工件上升到高位,右移到右位高位,机械手下 降到低位,放松,然后上升到高位,左移恢复至原位。
全自动码坯机、机械手控制系统硬件软件的设计
控制系统中共有13个输入信号,7个输出信号,根据PLC的l/O节点使用原则,留出一定 的I/O节点以做扩展时使用。
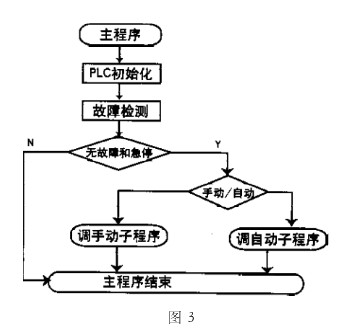
控制系统软件设计根据系统要求,编写了系统软件:程序流程图如图3所示。程序由主程序和两个子程序组成,主程序实现系统初始化、检测、判断,子程序分别实现手动和自动控制。程序中编写了定时程序,使内部定时器按规定的时间动作。








