
目前,国民经济飞速发展,建筑行业也不例外。建筑行业的发展也带动了其他相关行业的发展,特别是制砖行业。这就对制砖厂提出了更高的要求,不仅需要提高生产率,保证产量,而且还要保证产品的质量。要达到这个目的,对制砖机设备要求是砖机要具有很好的使用性能。制砖机上的模板是其重要部件,由于产量增加和制砖材料颗粒大、硬度高.导致模板的磨损加剧。因此,对制砖机模板的表面强硬化处理提高其耐磨性是十分必要的,而且具有重要的社会意义.
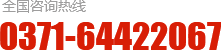
如图1.1所示是常见的两种制砖机设备,图l.la、b为盲孔压砖机,图1.Ic为紧凑型挤砖机。
盲孔压砖机在工作中由电动机通过强力窄 V 带带动减速器的带轮和低速轴运转,通过减速器的减速将要求的转速和扭矩通过连杆带动主机平台作上、下往复运动,从而压制出具有一定压力和含水率的盲孔砖。紧凑型真空挤砖机则是通过减速器,带动转动相反的两根搅拌轴(轴上装有螺旋形搅拌叶)运转,完成对原料的搅拌、捏合、输送。两种制砖机大多在野外的简易厂房内或露天工作,设备须移动方便。工作对象是粉煤灰、煤矸石或页岩,原料受前期处理(粉碎、搅拌)的影响,制砖机要经常受到冲击载荷甚至超载的影响.减速器在降低转速、增大转矩的同时,还兼有设备支承、主机基础(盲孔压砖机)的作用.利用劣质粘土、工业废渣、江河淤泥等非耕种粘土,采用挤压成型、窑炉烧制工艺生产传统的粘土砖、轻质高强隔热砖(如空心砖或多孔砖)、装饰清水墙砖,达到保护耕地、改善环境、满足日益发展的建筑业对烧结粘土砖的需求,使人民得以安居乐业,已成为我国粘土砖发展的基本趋势。


上述非耕种粘土往往杂质多,硬度高,粘性高,塑性过低等等,情况复杂多变,多种因素并存.要用其生产现代粘土砖,设备的工艺性能、运转率、维修费用,直接关系到企业的经济效益,尤其是制砖机上的磨损件。
因此,生产企业应首先考虑如何将制砖机械中磨损件的耐磨性能进一步提高。目前,我国砖瓦工业中普遍采用的原料破碎设备为辊式破碎机(也称对辊机).物料在两个相对高速旋转的辊筒(或称辊圈)之间被挤压、剪切、搓碾成尺寸为 2mm 以下的细小颗粒:成型设备为螺旋挤压机,物料由螺旋绞刀向前推进,同时受到压缩机头、机口(含空心砖芯架)的阻力,被挤压成型。这两种设备中.辊圈、绞刀和模具上的模板无疑是主要的磨损件。影响磨损件耐磨性能的一个重要因素是物料的易碎性。
物料的易碎性即物料粉碎的难易程度.当然它与物料的强度、硬度、脆性、密度、耐磨性、结构的均匀性、含水量、粘性、裂痕、表面情况、形状等十几种因素有关.
一是物料的硬度即物料对磨耗的抵抗性,通常作为耐磨性的指标,以莫氏硬度等级划分。依次顺序为滑石、石膏、方解石、萤石、磷灰石、正长石、石英、黄玉、刚玉、金刚石,金刚石最硬为10级:
二是物料的磨损性即物料对粉碎工具的磨损。判别物料磨损性大小的简单方法是根据物料中石英的含量来确定。根据这些规律,我们来看磨损机理,当粉碎工具的材料硬度比物料的硬度低时,粉碎工具被急剧磨损:当粉碎工具的材料硬度接近或超过物料硬度0.8倍时,粉碎工具的耐磨性能迅速提高。一般在生产中,金属辊圈的表面硬度达到 HRC50 以上时,就能表现出良好的耐磨性能;但当物料硬度达到4一5级时.材料的表面硬度要求达到 HRC6O 以上才能解决耐磨问题.由此看来,磨损件的表面硬度是衡量其耐磨性能的重要技术指标之一。
另外,从对辊机和挤压机的工作原理分析,辊圈、绞刀和模具的模板不但要具有较高的表面硬度,还必须具有一定的抗冲击韧性,否则由于材料硬度高而脆,会引起破裂,严重者甚至整辊炸裂,危及人身安全。这就是磨损件既要表面硬度高,又要有相应的机械强度。制砖机模具上的模板表面损伤失效的形式主要有磨粒磨损与粘着磨损。
模具在服役时,其工作表面周期性受到坯料的压力与摩擦力的反复作用,有的还受到坯料或冷却润滑介质的侵蚀,因而会发生磨损、接触疲劳和腐蚀等表面损伤。这些表面损伤会造成模具尺寸精度降低和表面粗糙度增加而影响其正常工作,或成为模具破坏的裂纹源,促使模具发生失效.根据接触面上的负荷性质和应力大小不同,磨粒磨损可以分为低应力与高应力磨粒磨损。
前者是指摩擦副之间的应力不超过磨粒的破坏强度。实验证明,在低应力磨损条件下,材料的磨损量与接触压力成正比,与材料的硬度成反比。这要求模具钢具有较高的强度与耐磨性,应提高钢中合金元素与碳的含量,并经过适当的热处理,使其显微组织在高强度的基体上分布有更硬的碳化物、硼化物等相,高应力磨损多发生在摩擦表面受高能量冲击载荷时,其应力很高,足以将磨粒打碎,并使材料表面层发生小量塑性变形。多数模具的磨损类型介于低应力与高应力之间。在这种情况下,为了提高材料耐磨性,不仅要求有高的硬度,还要有较好的韧性.尤其当硬度超 40HRC 时.只有提高材料韧性才能进一步提高其耐磨性。在提高基体强韧性的同时,对其表面进行强化处理,如渗硼强化,能显著提高其耐磨性.至于粘着磨损,其磨损里较大,且受外界影响也大,为了减少模具的粘着磨损,应选用不易与坯料粘着的模具材料,同时采用适当的热处理工艺,以提高材料的压缩屈服点.减少与坯料原子间的结合力.渗磁、磷化等表面处理能使模具表面形成牢固化合物层或非金属层,以避免金属原子间直接接触,且使摩擦系数降低,可防止粘着。这对于在高温下工作的模具和不可能充分润滑的模具很有意义。渗碳、渗硼及共渗等化学热处理工艺既能提高表面硬度,又能降低与坯料金属间的结合力,对减轻枯着磨损也很有效。
本文由巩义市铭泽机械制造有限公司整理发布,如需砖机设备,欢迎到我公司,选购砖机请咨询厂家热线免费电话:400-6363-158了解更多设备。








